Призначення компанією «ВТК» цайзингів зводиться до калібрування і рихтування різних видів ланцюгів і різних форм трубчастого прокату. У виробництві ланцюгів дані операції виконуються на сколоточних пресах з використанням дорогої оснастки. У частині рихтування ланок ланцюгів цайзинги можуть спростити цю операцію.
Цайзинг роликовий.
Робочим органом є дві незалежно регульовані пари роликів, що утворюють квадратний або прямокутний проміжок. Оскільки пари роликів незалежно регульовані, то регулюючи одну пару (зменшуючи або збільшуючи проміжок між роликами) ми добиваємося установки проміжку прямокутного перерізу. Роликовий цайзинг використовується для калібрування ланцюгів типу бісмарк, картьє, линк, панцир, мона, рембо тощо. При використанні цайзингу відбувається калібрування ланок у двох одночасних напрямках і ліквідується дефект скручування.

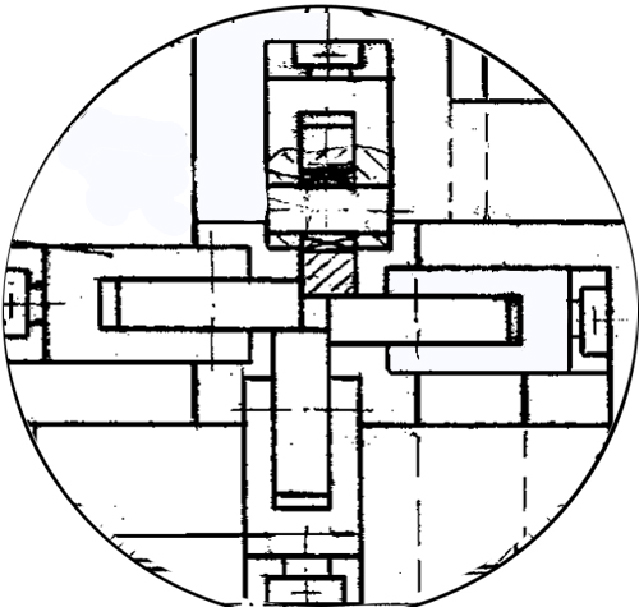
Для калібрування ланок ланцюг розміщується між роликами. Вони підводяться вертикально і горизонтально до поверхні ланцюга. Потім зменшуючи проміжок, простягаємо ланцюг крізь ролики, зменшуючи поступово проміжок між ними при кожному протягуванні. При цьому ланцюг стискається в двох напрямках, і одночасно ланки калібруються в однаковий розмір. Калібрування ланок надає ланцюгу товарний вигляд, згладжуючи всі нерівності при в'язці, і цим досягається однаковий переріз ланок ланцюга. Це необхідна умова для подальшого алмазного огранювання цього ланцюга.
Роликовий цайзинг на виході оснащений пристроєм, що прибирає дефект скручування. Якщо Ви візьмете в руку ланцюг, пов'язаний ручним, або машинним способом, і дозволите їй вертикально провиснути, Ви побачите, що ланки ланцюга поступово скручуються в спіраль, при цьому на довжині 55 см ланки можуть здійснювати кілька гвинтових відносно осі. Це є дефектом виробу. Особливо цей дефект проявляється в ланцюгах, що мають ланки скрученої форми: панцир, рембо і т.д. Дефект проявляється через нерівномірність скручування кожної ланки ланцюга при в'язці. Роликовий цайзинг має додаткову пару роликів, розташованих на виході з калібруючих, здатних встановлюватися під різним кутом до калібруючих роликів, і змушують ланцюг при калібруванні примусово викручуватися в напрямку, зворотному дефекту гвинта. При цьому гвинт ланцюга усувається. Кут встановлення роликів, як правило, визначається досвідченим шляхом при калібруванні того чи іншого ланцюга. Ступінь усунення дефекту визначається візуально, шляхом підвішування ділянки ланцюга вертикально. При цьому попередньо простягається експериментальний півметровий зразок ланцюга, а при підборі необхідного кута - решта виробленої партії.
Робота з калібрування ланцюга проводиться наступним чином:
1. Попередньо встановлюють проміжок між калібрувальним і рихтувальним роликами.
2. В кінець ланцюга продівається дріт, для заводу ланцюга в цайзинг.
3. Ланцюг простягається.
4. Візуально оцінюється ступінь калібрування та рихтування ланок.
5. Проміжок і кут повороту роликів коригується.
6. Ланцюг повторно простягається.
7. Вводяться додаткові корекції ланцюга за проміжком і т.д.
8. Остаточне калібрування та рихтування ланок здійснюється за кілька разів.
Слід врахувати, що необхідно встановлювати максимальний ступінь обтиснення ланок при калібруванні та рихтуванні. При невеликому ступені обтиснення початковий розмір ланцюга може відновлюватися внизу упругості ланок.
В даний час в ювелірному виробництві застосовуються різні способи отримання трубок. В основному це безперервне лиття і отримання заготовки гнуттям і аргоновим зварюванням. Потім отримані заготовки піддаються волочінню на ланцюгових волочильних станах, поєднаних з термічною обробкою. Волочіння тонкостінних трубок проводиться з внутрішнім наповнювачем, що запобігає деформації трубок.
В якості наповнювача в різних технологіях використовуються сталь, алюміній, полімерні матеріали. Трубки квадратного і прямокутного перерізу виготовляються шляхом волочіння прокату крізь волоки круглого перерізу, а на кінцевій операції для надання необхідної форми через роликовий цайзинг, що виконує функцію квадратної волоки. При цьому волочіння відбувається як вручну, так і при установці його на волочильний стан. Надалі, шляхом видалення наповнювача, виходять пустотілі заготовки різного прямокутного перерізу, що використовуються у виробництві ювелірних виробів: браслети, кольє, кінцеві для каучука, сережки і т.д. У процесі волочіння пустотілих заготовок на цайзинг можуть встановлюватися замість гладких ролики з рифленням і різними малюнками, які передають відбиток орнаменту на простягувану заготовку.
В даний час компанія «ВТК» випускає роликові цайзинги двох типорозмірів: 0,5-7,0 мм и 0,5-12,0 мм.
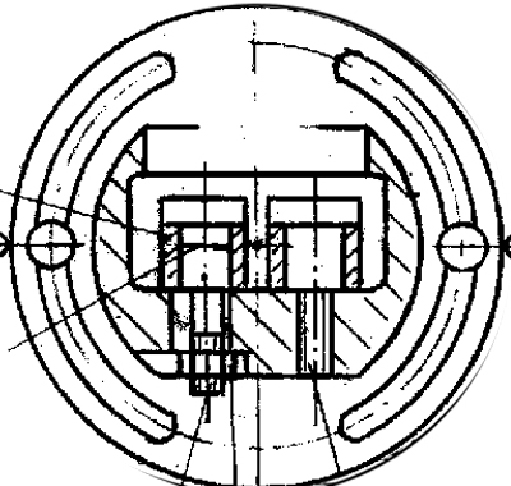
Цайзинг квадратний розсувний.
Є спрощеним варіантом роликового цайзингу. Робочим інструментом у ньому є не ролики, а пластини із заходними фасками, положення яких змінюється гвинтом. Пластини утворюють лише квадратний проміжок між собою.


Тим не менш, квадратний цайзинг успішно калібрує якірні ланцюги, і за рахунок тертя об пластини виробляє початкове формування граней. Проміжок змінюється від 0 до 12 мм. Квадратний цайзинг має невелику вартість і простий у роботі.
З повагою, директор компанії «ВТК», Бутузов Ю. Е.