Назначение выпускаемых компанией «ВТК» цайзингов сводится к калибровке и рихтовке различных видов цепей и различных форм трубчатого проката. В производстве цепей данные операции выполняются на сколоточных прессах с использованием дорогостоящей оснастки. В части рихтовки звеньев цепи цайзинги могут упростить эту операцию.
Цайзинг роликовый.
Рабочим органом являются две независимо регулируемые пары роликов, образующих квадратный либо прямоугольный зазор. Поскольку пары роликов независимо регулируемые, то регулируя одну пару (уменьшая либо увеличивая зазор между роликами) мы добиваемся установки зазора прямоугольного сечения. Роликовый цайзинг используется для калибровки цепей типа бисмарк, картье, линк, панцирь, мона, рембо и т.д. При использовании цайзинга происходит калибровка звеньев в двух одновременных направлениях и ликвидируется дефект скручивания.

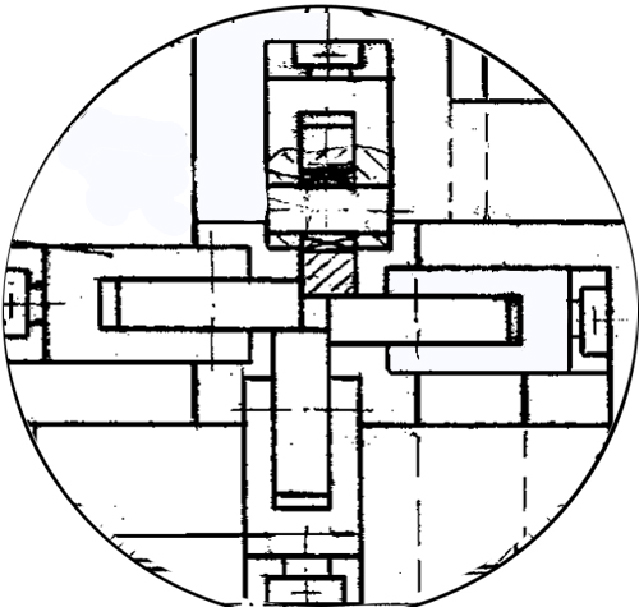
Для калибровки звеньев цепь размещается между роликами. Они подводятся вертикально и горизонтально к поверхности цепи. Затем уменьшая зазор, протягиваем цепь сквозь ролики, уменьшая постепенно зазор между ними при каждой протяжке. При этом цепь сжимается в двух направлениях, и одновременно звенья калибруются в одинаковый размер. Калибровка звеньев придает цепи товарный вид, сглаживая все неровности при вязке, и этим достигается одинаковое сечение звеньев цепи. Это необходимое условие для дальнейшей алмазной огранки этой цепи.
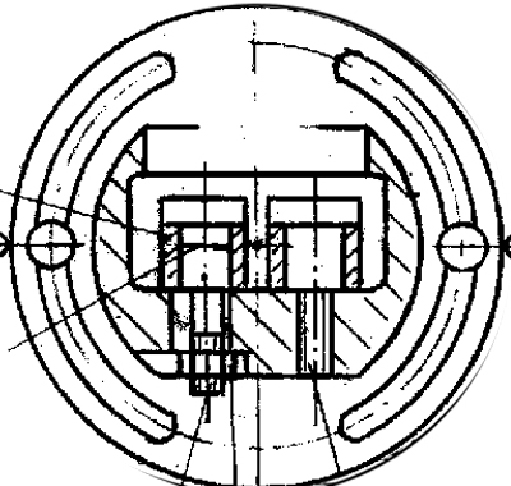
Роликовый цайзинг на выходе оснащен устройством, убирающим дефект скручивания. Если Вы возьмете в руку цепь, связанную ручным, либо машинным способом, и позволите ей вертикально провиснуть, Вы увидите, что звенья цепи постепенно скручиваются в спираль, при этом на длине 55 см звенья могут совершать несколько винтовых относительно оси. Это является дефектом изделия. Особенно этот дефект проявляется в цепях, имеющих звенья скрученной формы: панцирь, рембо и т.д. Дефект проявляется из-за неравномерности скручивания каждого звена цепи при вязке. Роликовый цайзинг имеет дополнительную пару роликов, расположенных на выходе из калибрующих, способных устанавливаться под различным углом к калибрующим роликам, и заставляющих цепь при калибровке принудительно выкручиваться в направлении, обратному дефекту винта. При этом винт цепи устраняется. Угол установки роликов, как правило, определяется опытным путем при калибровке той или иной цепи. Степень устранения дефекта определяется визуально, путем подвешивания участка цепи вертикально. При этом предварительно протягивается экспериментальный полуметровый образец цепи, а при подборе необходимого угла – остальное количество производимой партии.
Работа по калибровке цепи производится следующим образом:
1. Предварительно устанавливают зазор между калибровочным и рихтовочным роликами.
2. В конец цепи продевается проволока, для завода цепи в цайзинг.
3. Цепь протягивается.
4. Визуально оценивается степень калибровки и рихтовки звеньев.
5. Зазор и угол поворота роликов корректируется.
6. Цепь повторно протягивается.
7. Вводятся дополнительные коррекции цепи по зазору и т.д.
8. Окончательная калибровка и рихтовка звеньев осуществляется за несколько раз.
Следует учесть, что необходимо устанавливать максимальную степень обжатия звеньев при калибровке и рихтовке. При небольшой степени обжатия первоначальный размер цепи может восстанавливаться внизу упругости звеньев.
В настоящее время в ювелирном производстве применяются различные способы получения трубок. В основном это непрерывное литье и получение заготовки гибкой и аргоновой сваркой. Затем полученные заготовки подвергаются волочению на цепных волочильных станах, совмещаемых с термической обработкой. Волочение тонкостенных трубок производится с внутренним наполнителем, предотвращающим деформацию трубок.
В качестве наполнителя в различных технологиях используются сталь, алюминий, полимерные материалы. Трубки квадратного и прямоугольного сечения производятся путем волочения проката сквозь волоки круглого сечения, а на конечной операции для придания необходимой формы через роликовый цайзинг, выполняющий функцию квадратной волоки. При этом волочение происходит как вручную, так и при установке его на волочильный стан. В дальнейшем, путем удаления наполнителя, получаются полые заготовки различного прямоугольного сечения, используемые в производстве ювелирных изделий: браслеты, колье, концевые для каучука, серьги и т.д. В процессе волочения полых заготовок на цайзинг могут устанавливаться вместо гладких ролики с рифлением и различными рисунками, которые передают оттиск орнамента на протягиваемую заготовку.
В настоящее время компания «ВТК» выпускает роликовые цайзинги двух типоразмеров: 0,5-7,0 мм и 0,5-12,0 мм.
Цайзинг квадратный раздвижной.
Является упрощённым вариантом роликового цайзинга. Рабочим инструментом в нём являются не ролики, а пластины с заходными фасками, положение которых изменяется винтом. Пластины образуют только изменяющийся квадратный зазор между собой.


Тем не менее, квадратный цайзинг успешно калибрует якорные цепи, и за счёт трения о пластины производит первоначальное формирование граней. Зазор меняется от 0 до 12 мм. Квадратный цайзинг имеет небольшую стоимость и прост в работе.
С уважением, директор компании «ВТК», Бутузов Ю. Э.