Пластична деформація металів - складний фізико-хімічний процес, в результаті якого змінюється будова металу, його механічні, фізичні та хімічні властивості.
Атоми металів і сплавів у твердому стані знаходяться в безперервному русі, і під дією міжатомних сил здійснюють коливальні рухи відносно центрів стійкої рівноваги, і розташовуються в певному порядку відносно один одного у вигляді кристалічної решітки. Сплави золота і срібла мають кубічну форму кристалічної решітки.

Майже всі метали і сплави містять деяку кількість неметалевих включень у вигляді оксидів, карбидів, сульфітів тощо. Оскільки температура плавлення неметалевих речовин нижче, ніж основного металу, то в першу чергу кристалізується основний метал, утворюючи зерна полікристалічної будови. Неметалеві речовини в процесі кристалізації основного металу як би вичавлюються на межі зерен і розташовуються між ними у вигляді тонкої сітки або окремих включень різноманітної форми і розмірів. При обробці тиском під дією зовнішніх сил у металі виникають напруги. При упругій деформації атоми металу зміщуються з місць стійкої рівноваги на відстань не перевищуючу відстань між сусідніми атомами кристалічної решітки. Після зняття зовнішнього навантаження, зміщені атоми під впливом міжатомних сил повертаються в місця стійкої рівноваги, а форма тіла повністю відновлюється. У результаті зміни упругої деформації відстані між атомами, відбувається незначна зміна об'єму. Зі збільшенням зовнішнього навантаження відхилення атомів з місць стійкої рівноваги збільшується і при досить великих навантаженнях атоми зміщуються в нові місця стійкої рівноваги, що на відстань значно перевищують міжатомні. Після зняття навантаження форма тіла не відновлюється. Така незворотна зміна форми називається пластичною деформацією.
Кількісно пластичність можна характеризувати величиною максимальної деформації, яку можна повідомити металу до його руйнування. У процесі холодної пластичної деформації методом прокатки, в металі виникають додаткові дислокації, утворюються уламки кристалів, які, ускладнюючи подальшу деформацію, викликають збільшення міцності, зменшення пластичності металу і зміну його фізико-хімічних властивостей. У процесі прокатки пластична течія металу супроводжується ковзанням його частинок по поверхні прокатних валків. В результаті між ними виникають сили тертя, які перешкоджають течії прокату в напрямку деформації, що викликає підвищений знос робочої поверхні валків, неоднорідну деформацію сплаву. Рясна мастила прокату, робочої поверхні валків сприяє зменшенню впливу сил тертя, підвищуючи однорідність прокату. При багаторазовій деформації злитку, зважаючи на зміну структури сплаву утворюється «наклеп», в результаті чого відбувається погіршення пластичності прокату. При подальшій деформації, наближаючись до області гранично допустимої деформації, властивості металу вичерпуються і настає руйнування. Для відновлення пластичності, зменшення та усунення структурної неоднорідності, зменшення розмірів зерна кристалічної решітки в процесі прокатки, застосовується відпалювання. Повне відпалювання здійснюється шляхом нагрівання прокату, витримки при температурі з подальшим охолодженням. Пластична деформація завжди супроводжується упругою деформацією. В результаті чого при знятті навантаження при прокатуванні матеріал частково відновлює свій розмір. При цілком визначеній для кожного металу максимальній величині пластичної деформації в ньому утворюються мікротріщини. Виходить, що для кожного металу існує гранично допустима величина пластичної деформації, яка характеризує пластичність даного металу (сплаву). Різні сплави золота, що застосовуються в ювелірній промисловості, залежно від проби і відмінності в легуючих елементах, мають різну пластичність і різні величини гранично допустимої пластичної деформації.
Прокатка дорогоцінних металів.
Прокатка дорогоцінних металів і їх сплавів мало чим відрізняється від прокатки кольорових і чорних металів. Розглянемо спрощену схему листової прокатки і познайомимося з основними визначеннями і залежностями. Заготовка (полоса) захоплюється і обжимається обертовими валками. Зменшення висоти заготівлі під час прокатування називається обтисненням. Абсолютним обтисненням називають різність між товщинами заготовки до і після прокатки: DH=H-h ( 1 ). Зберігаючи об'єм, заготовка при прокатуванні в основному подовжується вздовж напрямку прокатки і незначно збільшується за шириною. Абсолютним розширенням називають різність ширини смуги до і після прокатки: DВ=В-b ( 2 ). Дугу АВ (рис. 1), по якій верхній валок стикається з заготовкою при встановленому процесі прокатки, називають дугою захоплення.
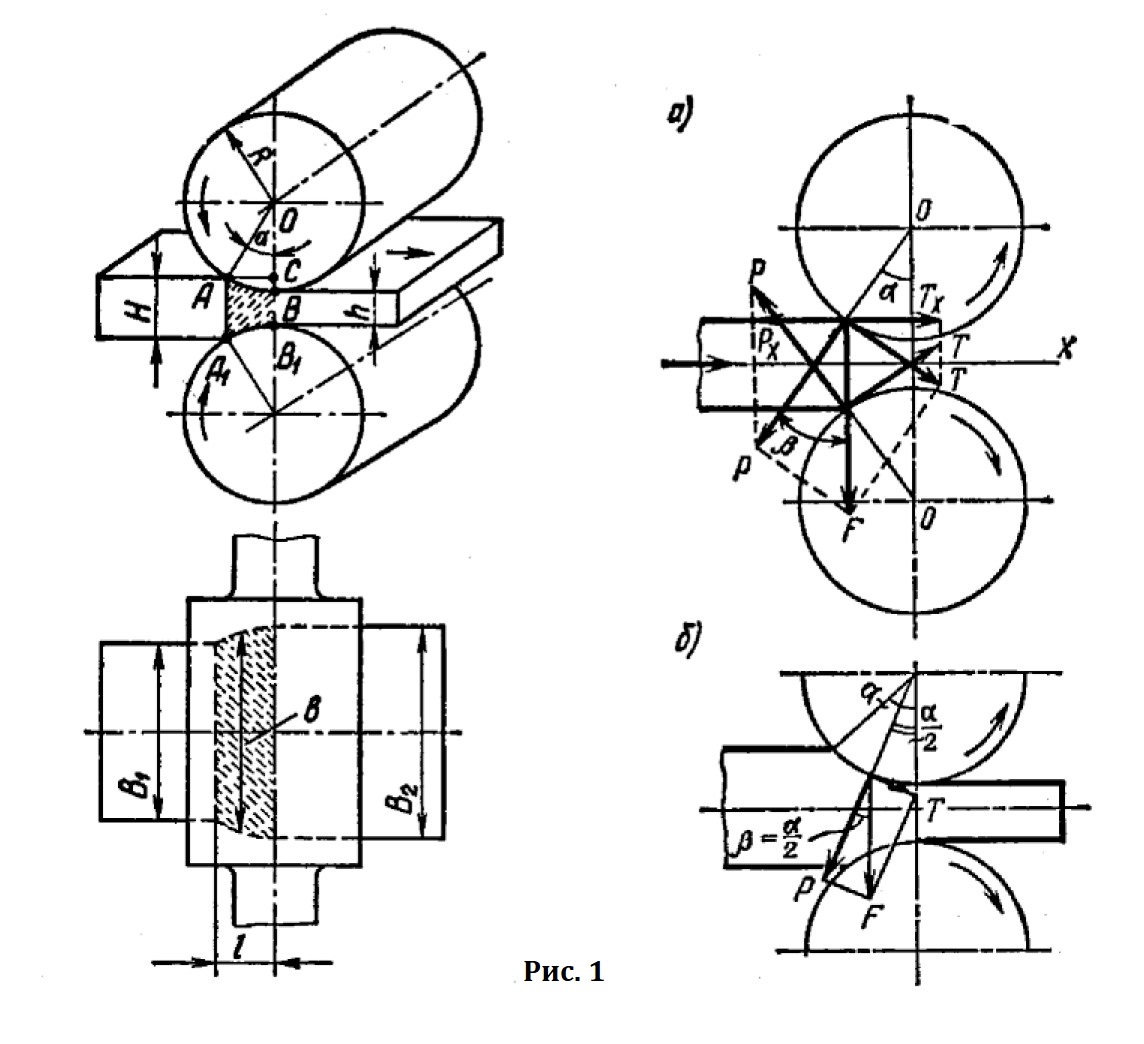
Центральний кут «а», відповідний дузі захоплення, представляє кут захоплення. Щоб знайти зв'язок між обтисненням DH, кутом захоплення «а» та діаметром валка D спроектуємо дугу АВ на горизонтальну вісь. В результаті отримуємо лінію АС. Тоді: ВС=DH=(H-h)/2, де ВС=ОВ–ОС=R–Rcosa=R (1-cosa). Отже: DH=D(1-cosa) ( 3 ) та cosa=1–DH/2 ( 4 ). Рівнянням ( 3 ) користуються при визначенні обтиснення за відомим діаметром валка і допустимим кутом захоплення, а рівнянням ( 4 ) – при визначенні кута захоплення за заданим абсолютним обтисненням і відомому діаметру валка.
Умови захоплення металу валками.
При подачі заготовки на прокатку в момент торкання її валками, завдяки тиску металу на валки, з'являються дві сили Р (від нижнього і верхнього валків, як наслідок реакції валків на метал; сили Р діють від осей валків до заготовки) і дві дотичні сили тертя Т, спрямовані перпендикулярно силам Р (рис. 1а). Сили Т захоплюють і втягують заготовку у валки, а сили Р перешкоджають захопленню. Якщо спроектувати діючі сили на горизонтальну вісь, отримаємо: 2Psina=2Tcosa або 2Px=2Tx ( 5 ). Для захоплення заготовки необхідно, щоб Tx > Px. З рівняння ( 5 ) виходить, що Т/Р=tga, а так як T =fP (f - коефіцієнт тертя), f=tg a ( 6 ), тобто у початковий період захоплення смуги валками коефіцієнт тертя металу об валки дорівнює тангенсу кута захоплення. Ддля забезпечення природного захоплення смуги валками необхідно, щоб коефіцієнт тертя металу об валки був більше тангенсу кута захоплення, тобто f > tg a ( 7 ).
Знаючи коефіцієнт тертя металу об валки, можна за формулою ( 3 ) прийняти таке обтиснення DH, при якому вийде кут захоплення «а», який задовольняє умові виразу ( 6 ). Кут, тангенс якого дорівнює коефіцієнту тертя, називають кутом тертя і позначають «b», тобто tg b=f ( 8 ).
З порівняння виразів ( 6 ) и ( 8 ) виходить, що tg a=tg b або a=b ( 9 ). Наведений аналіз показує, що захоплення металу валками визначається тертям між смугою і валками. А для забезпечення стійкого захоплення необхідно, щоб кут тертя був більшим за кут захоплення. При встановленому процесі прокатки, коли передній кінець смуги вийшов з валків на певну величину (рис. 1б), контакт смуги з валками відбувається по всій дузі захоплення, що призводить до зміни співвідношення між кутом тертя і кутом захоплення. У цьому випадку зазвичай забезпечується нормальний процес прокатки при: b=a/2, що відповідає положенню рівнодіючої F тиску валків на метал під кутом a/2.
Кут захоплення і коефіцієнт тертя для різних умов прокатки змінюються в широких межах і залежать від матеріалу заготовки, а також від шорсткості поверхонь валків і заготовки. Під час прокатування у чорнових вальцях a=5…10 град. (f = 009…0,18). Прокатка на чистових вальцях з добре відполірованими валками проводиться при a=3…5 град. (f = 0,05…0,09). Виходячи з наведених даних, визначимо максимально можливе абсолютне обтиснення DH при чистовому прокатуванні залежно від діаметра валків.
Діаметр валків, мм DH, мм (при a=5 град.)
60…70 0,25
100…110 0,4
130…140 0,5
200 0,75
Рекомендації щодо вибору вальцевого обладнання.
При купівлі вальцевого верстата з боку покупця виникають певні питання. На деякі з них ми спробуємо відповісти в цій статті. В даний час існують різні види Вальців, що застосовуються в ювелірному виробництві, які відрізняються за конструкцією і призначенням.
Ручні вальцеві верстати.
За своїм призначенням ручні вальцеві верстати розділяються на універсальні та спеціальні. Біля універсальних верстатів на робочій поверхні валка розташовані канавки для прокату дроту, а частина поверхні використовується для прокату смуги. Для індивідуальних робіт, найбільш зручний варіант, якщо ювелір не спеціалізується на виробництві дроту для ланцюга, або прокату (штампування, карбування тощо). У другому варіанті переважно купівля спеціалізованого верстата, відповідно дротяного або з плоскими поверхнями валків.
У професійно виготовлених дротяних верстатах канавки займають всю робочу поверхню валка, і розраховані таким чином, що вальцювання прутка проводиться без переміщення верхнього валка, а послідовно за маршрутом, який забезпечують канавки на валку. При цьому пруток провертається на 90 градусів і повинен проходити наступні комірки без «облою».
Дротяні валки потребують більш точного виготовлення і внаслідок чого високу вартість, однак значно збільшують продуктивність праці та якість прокату. Специфіка прокату дроту не вимагає значних зусиль при роботі (як у випадку з пластиною), тому на ручних вальцях з діаметром валків до 52 мм передавальний редуктор може бути відсутній. За його відсутності збільшується швидкість прокатки.
Навпаки, в універсальних верстатах і для прокату пластини потрібні значні зусилля, які зростають пропорційно до збільшення ширини прокату. Наявність надійного редуктора істотно зменшує зусилля на рукоятці. Реальне передавальне відношення редуктора, при купівлі верстата, можна перевірити самостійно. Передавальне відношення дорівнює кількості обертів рукоятки, при яких валок робить повний оборот. Редуктора які випускаються компанією «ВТК» для ручних верстатів мають передавальне відношення 4,2 (ВР-52) і 5,3 (ВР-64) та, відповідно, різну висоту зуба шестерней (тобто модуль), тому що дані моделі різні за несучими навантаженнями в три рази (потужність).
Ручні моделі верстатів, що випускаються підприємством, оснащені редукторами з планетарною передачею, в яких одночасно в зачепленні знаходяться три шестерні на відміну від звичайної циліндричної передачі (одночасно в зачепленні лише одна пара шестерней) (рис. 1). Редуктора, з планетарною передачею, мають в 3 рази вищу здатність передавати навантаження порівняно з циліндричною, при однаковому габариті (рис. 2).

.jpg?1614878740922)
Треба розуміти, чим більше діаметр валків, тим сильніше слід докладати зусилля на рукоятці, тим потужніше, і з більшим передавальним відношенням повинен бути встановлений редуктор. Це є наслідком того, що при збільшенні діаметру робочої поверхні валків збільшується кут захоплення матеріалу, що сприяє його більш сильному обтисненню, і при цьому не значно зменшується крутящий момент в зоні прокату, а тиск на валки вагомо збільшується.
Збільшення діаметра валка верстатів тягне за собою збільшення багатьох типорозмірів деталей, з яких складається верстат. У першу чергу це стосується корпусу верстата, що несе на собі основне навантаження. Значно збільшуються робочі шийки валка і габарити підшипників ковзання, на які вони спираються, оскільки природно, змінилися робочі навантаження при прокаті заготовок.
Наявність на валках шийок для встановлення різних додаткових роликів збільшує можливість отримання шинок різноманітного перерізу, встановлення дискових ножів для порізки стрічки та іншого інструменту. Тому, якщо вам пропонують два за видом і вагою, приблизно однакових верстати, їх конструкція суперечить законам однієї з найдавніших наук - МЕХАНІКИ.
При виборі верстата слід звернути увагу на співвідношення робочого діаметра валка до робочої поверхні. Система прокату вважається жорсткою при співвідношенні діаметра валка до відстані між його опорами 1 до 2-х. Наприклад, для ВР-52 (діаметр валка 52 мм, робоча поверхня 100) при подальшому збільшенні робочої поверхні при прокаті матеріалу по середині валка утворюється прогин через зменшення жорсткості. Це викличе дефект нерівномірності товщини отримуваного прокату, який буде збільшуватися в міру збільшення довжини робочої поверхні валка.
Жорсткість конструкції верстатів найважливіша характеристика, що впливає на якість отримуваного прокату. Основні зусилля сприймаються гвинтовими парами підйому верхнього валка. У міру зносу вони вимагають заміни на нові. У корпусі верстата, як правило, встановлюється різьбова втулка, яка піддається заміні спільно з гвинтом. У більш дешевих зразках нарізі нарізані, безпосередньо, в корпусі - це робить досить дорогу деталь верстата неремонтопридатною. Діаметри гвинтів повинні відповідати типорозміру верстата, це запобігатиме зминанню нарізі при навантаженнях. Для порівняння ВР-52 має гвинт М16*2 мм, а ВР-64 гвинт М20*2 мм.
При купівлі верстата багато хто прагне мати максимальне розведення валків з метою починати прокат з найбільшої товщини відлитої заготовки. Слід знати, що в процесі прокату валки не тільки деформують заготовку товщиною, але і вирівнюють вихідну смугу. На це витрачається певні значні зусилля. Тому для валків діаметром до 52 мм рекомендоване розведення не повинно перевищувати 6 мм, для більш потужних верстатів 10-20 мм. Тобто має бути відповідність між його величиною і потужністю верстата. Дуже сильно полегшить роботу перехід до відливок меншої товщини. Важливо звертати увагу на те, як конструктивно виконано механізм підйому валка.
На верстатах, вироблених компанією «ВТК» використовуються найбільш надійні конструкції:
1. Блок здвоєних на валку шестерней, зі зміщеними відносно один одного зубами.
2. За допомогою паразитних шестерней.
Дані конструкції забезпечують плавність, якість прокату і міцність зачеплення на вигин зуба шестерней. Якщо розведення забезпечується при прямому зачепленні шестерней за рахунок збільшення модуля (тобто збільшення висоти зуба), то при максимальній товщині заготовкиі на краї зубів припадає максимальне зусилля, що призводить до зламу останнього. Крім цього прокат виходить нерівномірним через велике збільшення міжосевої відстані, так як зачеплення по евольвенті, а при зміні міжосевої відстані порушується механізм обкатки зубів відносно один одного.
Збільшує термін служби і ремонту верстата передбачена конструкцією система змащування поверхонь, що труться. В даному випадку для ручних верстатів у вигляді системи каналів для проникнення мастила до підшипників ковзання, масловмісних порожнин на поверхнях, що труться.
Електромеханічні вальцеві верстати.
Вальцеві верстати, що випускаються з електроприводом, призначені для серійного виробництва ювелірних виробів. Основними критеріями при виборі тієї чи іншої моделі є потужність і призначення верстата. Чим більша потужність, тим більша продуктивність, якість і об'єми одержуваного за зміну прокату, тим більша вартість і надійність верстатів. Верстати, які випускаються компанією «ВТК», починаючи з 64-серії, призначені для роботи в повне навантаження протягом усього робочого дня. Верстати 52-серії малозастосовні в серійному виробництві і призначені, як правило, для використання в ювелірних майстернях при виробництві різного прокату. По частині конструкції вальцевих блоків до них застосовні рекомендації як для ручних верстатів.
Спеціальні верстати значно виграють за продуктивністю перед універсальними, зважаючи на різні умови при отриманні смуги і дроту. Крім того існують різні опції, що дозволяють збільшити надійність і довговічність даного обладнання:
- охолодження валків при роботі;
- фрикційні підмотуючі пристрої;
- різні конструкції редукторів підйому верхнього валка.
При інтенсивній роботі відбувається нагрів деформованого прокату, поверхонь, що труться, це викликає інтенсивний нагрів робочих поверхонь. З часом відбувається зниження твердості валків (самовідгартовування), збільшення втоми металу, і в результаті зменшення їх довговічності. Щоб уникнути перегріву крізь валки безперервно подається рідина, що охолоджується, яка відводить надлишкове тепло.
Як зовнішнє джерело може використовуватися водопровідна вода, ємність з насосом і замкнутим контуром або встановлення охолодження. Застосування опції охолодження валків також дозволяє збільшити швидкість прокатки верстата приблизно в два рази.
Застосування різних підмотуючих пристроїв полегшує роботу і збільшує якість отримуваного прокату. Підмотуючі пристрої мають фрикційну передачу, що дозволяє регулювати силу натягнення стрічки. Це запобігає її обриву.
На верстатах ВМС-120/53-1ВПл и ВМС-140-1ВПл-ОС редуктор переміщення верхнього валу має передавальне відношення 1:10, зусилля, передане їм достатньо для обтиснення металу, що знаходиться прямо у валках. Ціна ділення лімба - 0,05 мм - це дозволяє більш точно встановити паралельність валків.
Термін служби якісно виготовлених вальцевих верстатів обчислюється десятками років. Дані рекомендації допоможуть Вам об'єктивно співвіднести кошти, що витрачаються, відповідно до якості товару, що купується.






З повагою, директор компанії «ВТК», Бутузов Ю. Е.