Паянням називають технологічний процес отримання нерозйомних сполук за допомогою більш легкоплавких металевих сплавів (припоїв). Нерозйомна сполука (спайка) виходить в результаті взаємодії розплавленого припоя з кромками основного металу. В якості припою в ювелірній справі застосовуються, як правило, тверді припої різних проб і складів, або порошкові припої на основі цинку - для масового паяння виробів.
Ручне паяння виробляється пальниками різних видів: бензиновими, газовими (пропан), водневими (електролізними) генераторами. Апарати бензинового паяння найбільш стародавні і досі широко поширені в роботі, оскільки багато ювелірів, народ дуже консервативний, сприймають все нове з недовірою. Хоча бензинові апарати, як ручні («февка»), так і електричні мають: високу пожежонебезпеку, вимагають зберігати запаси бензину, неприємний запах пального, зливу збіднених залишків та ін. недоліки експлуатації. При цьому можливості віртуозного паяння досить обмежені. Менш безпечні газові пальники, що працюють на балонному пропані-бутані. Вони теж вимагають певних заходів безпеки, узгоджених з інспекцією пожежного контролю. При витоках газ може викликати отруєння працівників, а при неправильному зберіганні балони газу дуже вибухонебезпечні.
Паяння воднево-кисневою сумішшю, одержуваною в електролізних газогенераторах сьогодні масово використовується на підприємствах Європи і Туреччини, але на жаль має поки дуже обмежене застосування в нашій країні. Принципова схема апарату показана на малюнку.
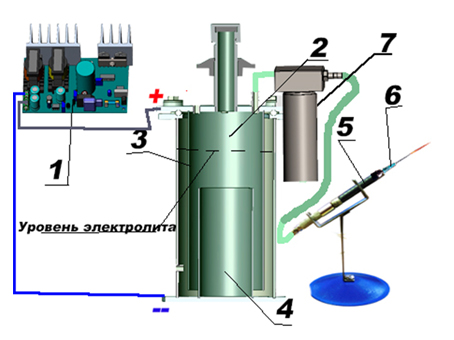
Газогенератор представляє собою зачинену ємність (2), з розташованими в ній двома групами електродів (3) и (4). Ємність на 3/4 заповнена лужним електролітом, при цьому вільна чверть виконує функцію накопичувача газу. На генератор подається живлення постійного струму від плати (1). В результаті електролізу на аноді буде виділено кисень, а на катоді - водень, тобто ми отримаємо суміш двох газів - водню и кисню. З формули води Н₂О ми знаємо, що водню в ній міститься в 2 рази більше ніж кисню, але частина кисню в процесі гідролізу буде пов'язана з вуглецем електрода. У робочій суміші лише незначна частина O₂. Киснево-водневим полум'ям при паянні дорогоцінних металів зазвичай не користуються в чистому вигляді. Для зниження температури і «пом'якшення» полум'я додаються органічні речовини з температурою кипіння 30-80 °С (бензин, ацетон, спирти, гексан, гептан, бензол, та ін.). Витрата добавки невелика, оскільки вона є не теплоносієм, а розкислювачем, що зв'язує зайвий кисень. Добавки поміщаються в колбу збагачувача (7), крізь яку газова суміш подається до пальника (5). Колба збагачувача виконує також функцію рідинного затвору, що оберігає генератор від зворотного удару, а газ, накопичений в ньому від займання. При паянні металів власне воднево-кисневою сумішшю, температура горіння якої порядку 3000 °С, у збагачувач заливається дистильована вода, і збагачувач у цьому випадку виконує функцію запобіжного водяного затвору.
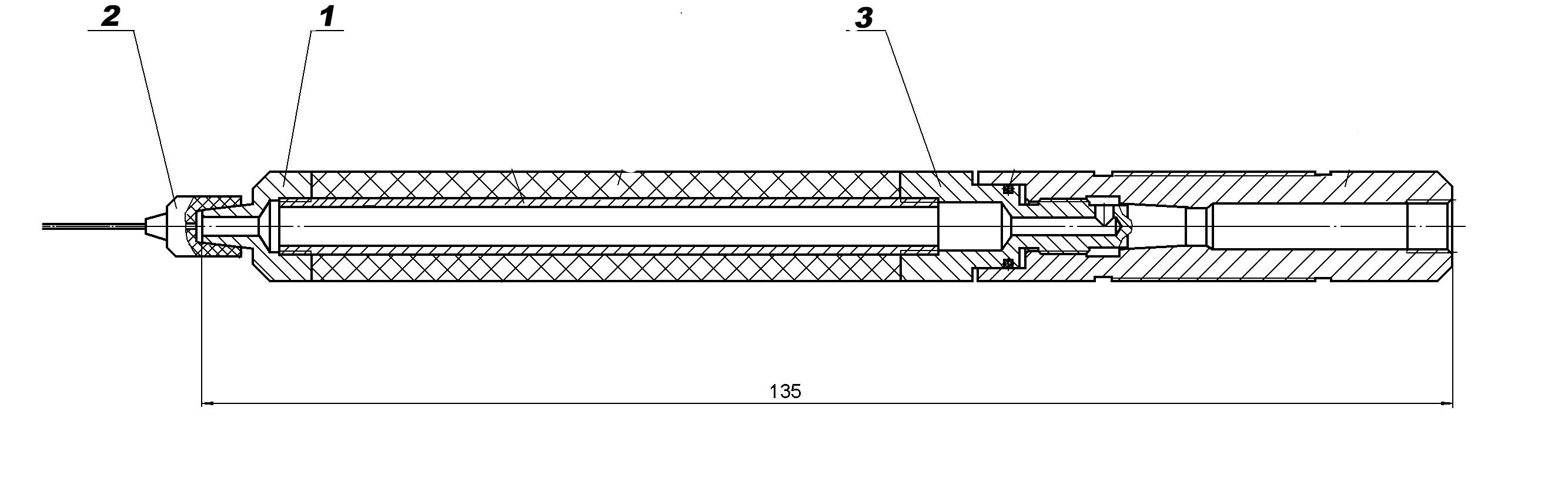
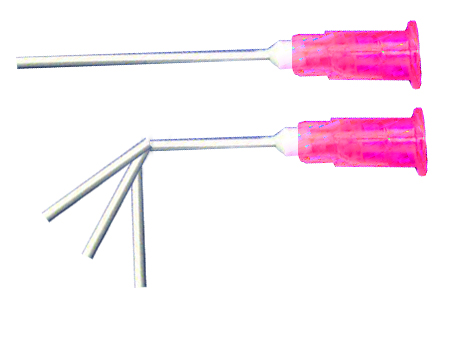
Пальник для паяння являє собою мініатюрний пристрій, що легко розміщується в руці ювеліра (як авторучка). Прямо на ньому є вентиль (3) для регулювання витрати суміші. Пальники для паяння бензинові и газові досить масивні. На сопло пальника (1) насаджуються змінні наконечники (2), які є голками, різних за обсягом медичних шприців з обрізкою заточки. Підбираючи більш тонкі з них ви отримуєте більш тонку голку полум'я на виході. Регулюючи витрату вентилем, ви змінюєте довжину факела. Методом нагріву та деформації медичних голок можна отримати різну форму кінців, які зроблять вільним доступ у найбільш недоступні місця виробів для паяння.
Електролізні апарати зменшують собівартість процесу паяння. Витрачається тільки дистильована вода і електроенергія. Пальник можна не гасити при перервах у паянні, а встановлювати на підставку, зменшивши витрату. При малому споживанні апарат досягне максимального тиску в генераторі і автоматично вимкнеться. Споживання електроенергії мало, оскільки пристрої мають невелику потужність.
При паянні газовими і бензиновими пальниками необхідно користуватися флюсами, для захисту поверхні виробів і шва. У процесі паяння полум'ям пальники спочатку гріють більш масивну деталь. Розігріваючи деталі треба вловити той момент, коли можна почати паяння, щоб не перегріти і не розплавити деталі. Нагріті деталі захищають флюсом, і коли він розплавиться і розбіжиться по місцю паяння, на це ж місце шпицем вносять припій. Якщо все зроблено правильно, добре прогріті деталі, і місце паяння покрите плівкою флюса, припій швидко плавиться і моментально розбігається по місцю з'єднання двох деталей.
На цьому паяння ще не закінчується. Далі необхідно обережно, щоб не розплавити деталі, продовжувати гріти місце з'єднання деталей до тих пір, поки весь кадмій не вигорить з припою, і коли колір і температура плавлення стануть такими ж, як і у основного металу. Це можна визначити по тому, що припій в місці з'єднання перестав блищати, став більш тьмяним, таким же, як і з'єднувані деталі. При водневому паянні, застосовуючи спеціальні каталізатори на основі метанолу, полум'я не окисляє зону паяння і застосування флюса не обов'язково. Сам водень є активним відновлювальним середовищем. Крім того тонкий точковий факел полум'я швидко прогріває зону паяння до температури плавлення припою, при цьому не нагріваючи решту поверхні виробу. Це важливо при ремонті виробів з камінням. Слід пам'ятати, що кисень і водень є екологічно чистими видами палива, на відміну від бензину і пропану.




Пайка и отжиг в печах с защитной средой.
Масовий спосіб паяння - це паяння в печах із захисним середовищем. Паяння ведеться у спеціальних печах з електричним обігрівом в атмосфері газів, що володіють відновлювальними властивостями по відношенню до окислів основного металу. Часто в якості відновлювального газу застосовується водень, тому цей спосіб називають паянням в атмосфері водню, або водневим паянням. Спосіб, як правило, не вимагає застосування флюса, що є його важливою технічною перевагою, що робить дешевше паяння і знижує трудомісткість процесу, так як не потрібно операції нанесення флюса на місце паяння і видалення залишків флюса після закінчення процесу паяння. Зібрані деталі з припоєм, поміщеним біля шва, проходять через електричну піч з відновлювальною атмосферою, яка захищає метал від окислення, відновлює наявні окисли і посилює змочування металу припоєм. Припій, що розплавляється, змочує поверхню металу, розпливається по ній і під дією капілярних сил всмоктується у шов, сплавляючись з основним металом. Потім деталі надходять в камеру охолодження з відновлювальною атмосферою, де остигають до температури, при якій деталь, видана з печі, при дотику з атмосферним повітрям не окисляється, колір металу не змінюється, і паяні деталі виходять з печі з чистою, світлою поверхнею.
Процес паяння досить економічний, забезпечує міцність і щільність сполук, точність розмірів, хороший зовнішній вигляд і дає можливість міцно з'єднати різні товщини, а в окремих межах і різнорідні метали. Процес проводять в печах різних конструкцій: муфельних і тунельних (соло). Печі муфельні використовуються для паяння, але основне їх призначення - це відпалювання металів з метою зняття наклепа, що утворився в результаті різних пластичних деформацій (прокатка, волочіння, штампування, ковка тощо). У масовому виробництві застосовуються печі тунельного типу, часто з конвеєрами переміщення деталей, що проходять через піч. Зібрані деталі з припоєм укладаються на конвеєр і надходять в камеру попереднього підігріву, де вони поступово нагріваються до температури паяння. Потім деталі надходять в робочу камеру, де знаходяться стільки часу, скільки необхідно для здійснення процесу паяння, повного розплавлення припою, відновлення окислів, всмоктування припою в проміжок сполуки і змочування припоєм всієї поверхні паяння. На це потрібно в цілому кілька хвилин.
По закінченні процесу паяння деталі з робочої камери надходять в камеру охолодження, де поступово їх температура знижується, дозволяючи видати їх з печі без небезпеки окислення атмосферним повітрям. Захисний газ подається в надлишку і створює в печі деякий надлишковий тиск, що усуває можливість проникнення всередину печі зовнішнього атмосферного повітря і небезпеку вибуху. Надлишок газу виходить через газові шторки і згорає, стикаючись із зовнішнім повітрям.
Суттєвим питанням є вибір захисного газу для печей. Спочатку для цієї мети застосовувався технічно чистий водень. Цей газ дає відмінні результати, але не завжди є на місці, часто досить дорогий і досить вибухонебезпечний, утворюючи з повітрям суміш великої вибухової сили. В даний час зазвичай користуються більш дешевими і менш вибухонебезпечними сумішами, як, наприклад, дисоційованим аміаком, що дає при розкладанні суміш з 25% азоту і 75% водню. Ця суміш менш вибухонебезпечна, ніж чистий водень і в багатьох випадках коштує дешевше водню.
Припій для паяння у водні може мати форму дроту, фольги, порошку або пасти. Найчастіше застосовуються дріт і фольга, а при паянні ланцюгів - порошкові припої. Нормальна температура робочої камери печі перевищує температуру плавлення припою на 50-80 °С. У зоні паяння відбувається взаємна дифузія припою в основний метал і основного металу в припій.
Дисоціатор аміаку вбудований в піч. Будова його показана на малюнку нижче.
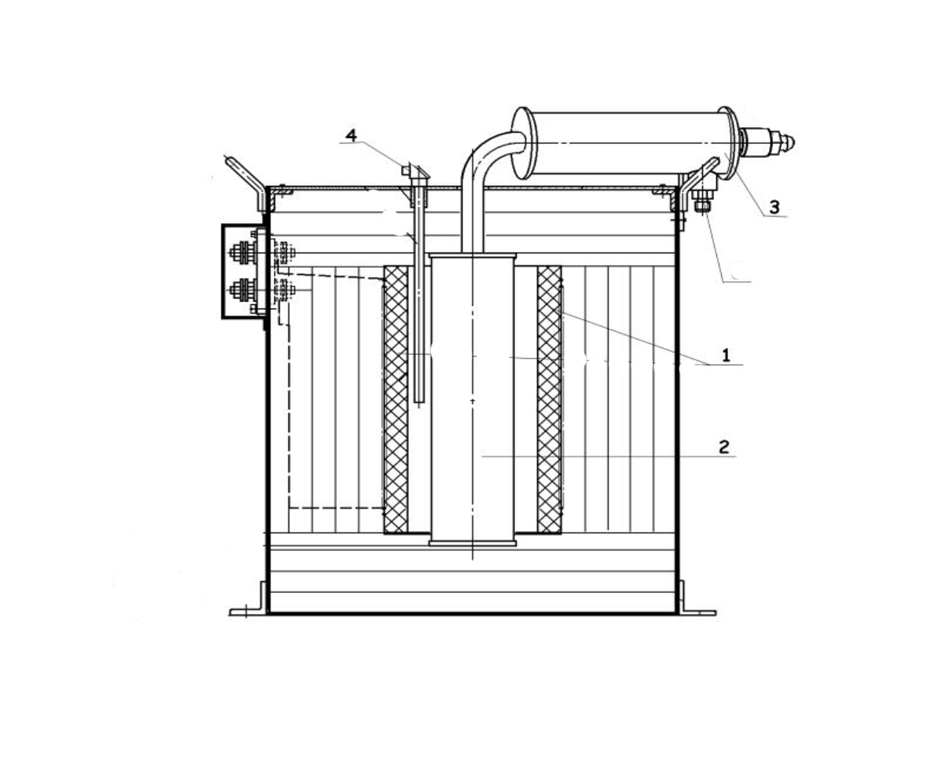
Він являє собою муфельну піч з нагрівальним елементом (1) і теплоізоляцією. Всередині печі знаходиться корпус реактора (2) з камерою попереднього нагріву аміаку (3). Температура розкладання контролюється термопарою (4). Аміак надходить з балона через аміачний редуктор і підігрівається в камері (3), остаточно розпадаючись у колбі (2), після чого надходить в камеру печі відпалювання або паяння, утворюючи суміш азоту і водню.
Відпалювання металів.
У процесі виробництва ювелірних виробів на етапах вальцювання, волочіння, штампування, ми стикаємося з необхідністю проведення відпалювання деформованих заготовок.
Відпалювання - процес зняття внутрішніх напружень металу, що утворилися в процесі деформації, шляхом нагріву заготовок до відповідних температур.
У невеликих виробництвах відпалювання виробляється газовими або бензиновими пальниками, при цьому поверхня металу захищається різними флюсами від окислення. Пальниками нагрів відбувається не рівномірно, структура металу при цьому виходить неоднорідною. Також процес передбачає подальше відбілювання заготовок з метою видалення залишків флюса. Часто не вдається однорідно покрити флюсом заготовку, тому непокриті місця окисляються і метал втрачає початковий колір. Невидалені залишки флюса і відбілів на поверхні заготовок псують робочі поверхні прокатних валків, штампів та іншого інструменту.
Для серійного виробництва ювелірних виробів компанія «ВТК» виробляє печі для відпалювання металів із захисним середовищем: ПОВ-1, ПОВ-2, ПОВ-1200-Пл, ПОВ-1200-ПлА, а також печі для паяння ППТ-50-1 і ППТ-50-2.
Дані печі являють собою муфелі з камерою, виконаною з жаропрочної нержавіючої сталі. В якості захисної атмосфери використовується суміш водню і азоту, отримувана в результаті розкладання (дисоціації) аміаку. Аміак з балона подається на дисоціатор, вбудований в піч і під дією температури розкладається на воднево-азотну газоподібну суміш, яка подається в камеру відпалювання.
.jpg?1561987509694)
.jpg?1561987553452)




Завантаження заготовок у печах серії ПОВ проводиться в передній частині печі за допомогою лопати (йде в комплекті з піччю) крізь газові шторки, які запобігають потраплянню кисню з повітря в камеру печі. Вивантаження заготовок здійснюється шляхом проштовхування їх в зону охолодження, яка розташована в задній частині печі (ванна з водою).
Печі оснащені електронними контролерами температури і таймерами. Витрата газу контролюється вбудованим витратоміром (ротаметром). Температура встановлюється в зоні відпалювання та зоні дисоціації. На таймері встановлюється час витримки заготовки в печі. За тривалістю процес відпалювання займає 10-20 хвилин залежно від обсягу завантаження. При цьому заготовка рівномірно прогрівається до заданої температури і відбувається швидке охолодження у водяній ванні. Метал повністю відновлює свої пластичні властивості, зберігає початковий блиск і колір, і готовий до подальших процесів деформації. У даних печах також можливе паяння деталей ювелірних виробів, що завантажуються на підставках різної конструкції.
З повагою, директор компанії «ВТК», Бутузов Ю. Е.